
ОСНОВНОЕ ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ И РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ |
29-03-2024 |
Осцилляторы применяются в тех случаях, когда сварка ведется голым электродом. Обмазка современных электродов обеспечивает стабильное горение дуги без осциллятора.
При сварке постоянным током применяются сварочные агрегаты, состоящие из сварочного генератора и электродвигателя, питающегося электроэнергией от сети.
Применяются агрегаты следующих типов. Передвижные: СУГ2; САК2; ПАС400. Стационарные: САМ400; САМ250.
Кроме указанных выше агрегатов, применяются еще преобразователи ПС300 и ПС500.
Преобразователь ПС300 применяется для ручной электродуговой сварки, а также для автоматической и полуавтоматической сварки под флюсом на постоянном токе. Он состоит из сварочного генератора постоянного тока и асинхронного электродвигателя мощностью 14 кет. Сила тока регулируется в пределах 80—400 а при рабочем напряжении 30—35 в. Преобразователь выполнен передвижным "(на колесах).
Преобразователь ПС500 также состоит из генератора и электродвигателя. Но мощность электродвигателя больше и составляет 28 кет.
Величина сварочного тока в агрегатах регулируется двумя способами. Грубая регулировка осуществляется сдвигом щеток по коллектору при помощи рукоятки на генераторе, а точная регулировка при помощи реостата в цепи регулируемой обмотки (вращением маховичка на генераторе).
Кроме указанных сварочных агрегатов, в настоящее время для сварки тонколистовой стали выпускается преобразователь с германиевыми выпрямителями типа СПГ100. Пределы регулирования тока — 20—100 а.
Выбор оборудования для ручной электродуговой сварки зависит от вида сварочных работ, а также экономических показателей источника тока.
Обычно на постоянном токе производят сварку тонкого листового материала и сварку цветных металлов угольным электродом. В остальных случаях применяется сварка на переменном токе.
Следует иметь в виду, что оборудование для сварки на переменном токе значительно дешевле, чем для сварки на постоянном токе, имеет меньшие габариты, вес и более простое устройство. Кроме того, расход электроэнергии на 1 кг наплавленного металла при сварке на переменном токе значительно меньше, чем при сварке на постоянном токе.


- Приспособленности систем
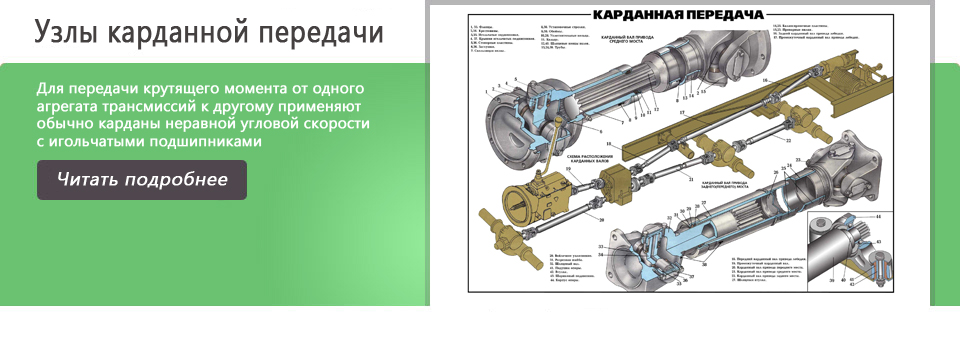
Перейдем к количественному описанию приспособленности систем автомобильного транспорта к условиям эксплуатации. - Устройство главных передач
В одинарных конических главных передачах применяют шестерни со спиральным или гипоидным зубом. - Пайка твердыми припоями
Твердыми припоями называются припои, температура плавления которых выше 500° С. - Устройство подъемного механизма
Коробка отбора мощности служит для привода масляного насоса.